Lead-Free Soldering: SAC305 and Alternatives
You have to make a big choice when picking the best alloy for PCB assembly. Lead-Free Soldering keeps you safe and helps the environment. It also helps you follow strict world rules. Today, about 70% of electronics makers use lead-free solder because of these rules. SAC305 is the top pick in the electronics world. Many original equipment makers and contract makers like to use it. But you might want something else if you need to save money or need special features.
Key Takeaways
Lead-Free Soldering is important because it follows rules like RoHS. These rules help keep people and the earth safe.
SAC305 is the most used lead-free alloy. It works well in electronics. You can also use Sn-Bi or REL61 if you need something different.
Always look at the melting point of solder alloys. Make sure it fits your project. This helps you not hurt sensitive parts.
Handle and store solder paste the right way. This keeps it good and makes strong solder joints.
Check the price and how well alloys work. This helps you pick the best one for your project.
Why Lead-Free Soldering Is Essential
Regulatory Compliance (RoHS, REACH)
There are strict rules for working with electronics. Lead-Free Soldering helps you follow these rules. Many countries have laws that say you cannot use much lead in electronics. These laws keep people and the earth safe. The most important rules are the RoHS Directive, the WEEE Directive, and IEC Standards. The table below shows what each rule does:
Regulation | Description |
|---|---|
The EU started this rule in 2003. It limits dangerous stuff like lead to 0.1% by weight. This rule makes people use lead-free soldering. | |
WEEE Directive | This rule wants people to recycle and be eco-friendly. It says to use lead-free solder to cut down on electronic trash. |
IEC Standards | These standards give advice for using lead-free solder. They help you pick the right alloy and show how to handle it. This keeps electronics safe and good quality. |
If you use Lead-Free Soldering, you will not get fined. Your products can be sold in many countries. You also show you care about safety and good work.
Health and Environmental Impact
Lead-Free Soldering is better for your health and the planet. Solder with lead can make people very sick. You can get hurt if you touch lead, breathe in smoke, or eat lead dust. Here are some dangers:
Touching lead with your skin can let lead into your body, especially if you have cuts.
Breathing in smoke from soldering can happen when solder melts.
Eating lead dust can happen if you do not wash your hands after using lead solder.
Lead can hurt your brain and nerves and make it hard to think.
Lead can also damage your kidneys and cause kidney disease.
Kids can have trouble growing and learning if they get lead in their bodies.
Even a little lead is very bad for kids. Kids can have lower IQ and trouble paying attention. They may also act out and get upset easily. These problems can last a long time.
Tip: You can keep yourself and others safe by picking Lead-Free Soldering. This choice makes your workspace safer and helps stop pollution.
Lead-Free Soldering Alloys Overview
Common Alloy Types
You have many choices when it comes to lead-free solder alloys. Each type has its own strengths and best uses. Here are some of the most common alloys you will find in the electronics industry:
SAC305: This alloy blends tin, silver, and copper. You will see it used in most electronics because it works well in many situations.
SN100C: This option uses less silver. It helps you save money and keeps your soldering process stable.
REL61: This alloy gives you a good mix of performance and value. You can use it if you want to keep costs down but still need solid results.
REL22: You should pick this one for high-reliability jobs, especially in tough environments.
Sn42/Bi57/Ag1: This alloy works best when you need to solder at lower temperatures.
Tin-Bismuth (Sn-Bi): You can use this for projects that need less heat.
Tin-Silver (Sn-Ag): This alloy stands out for its strong resistance to heat stress.
Tin-Zinc (Sn-Zn): This is a good choice if you want to avoid both silver and copper.
Note: Lead-Free Soldering means you use alloys that do not have lead as a main part. This change helps protect your health and the environment.
Key Properties to Compare
When you choose a solder alloy, you need to look at several important properties. These properties affect how well your solder joints will work and last. The table below shows the key things you should compare:
Property | Description |
|---|---|
Each alloy melts at a different temperature. For example, some melt at 197°C. | |
Alloys have different strengths. This affects how tough your solder joints are. | |
Microstructure | The structure inside the alloy changes how hard it is. Values can range from HV m = 11 to 18. |
Corrosion Resistance | Some alloys, like those with silver, resist corrosion better in salty conditions. |
Electrical Resistivity | Alloys like Al-Sn-Zn change their resistance as the temperature goes up. |
You should always match the alloy’s properties to your project’s needs. This helps you get the best results and avoid problems later.
SAC305 Alloy Explained
Composition and Melting Point
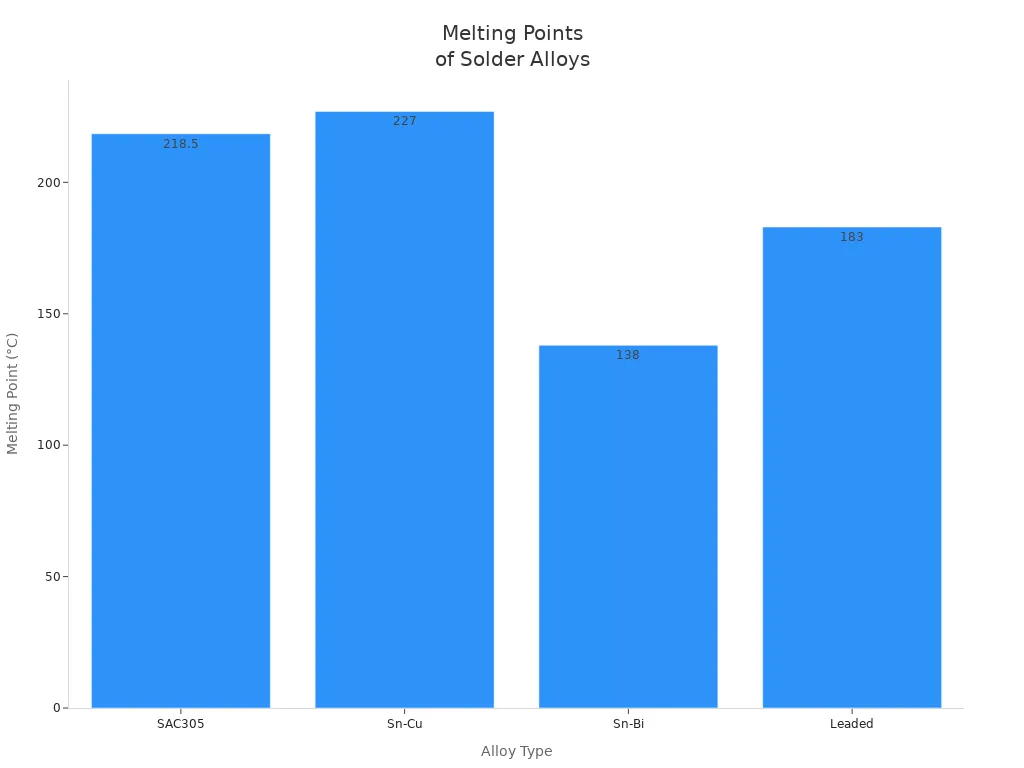
SAC305 is made from three metals. It has 96.5% tin, 3% silver, and 0.5% copper. The name "SAC" comes from tin, silver, and copper. The "305" shows how much silver and copper are in it. SAC305 melts between 217°C and 220°C. This is hotter than leaded solder. Some other lead-free alloys melt at even higher temperatures.
Here is a table that shows how SAC305 compares to other solder alloys:
Alloy | Composition | Melting Point (°C) |
|---|---|---|
SAC305 | 96.5% tin, 3% silver, 0.5% copper | 217-220 |
Sn-Cu | Tin and copper | ~227 |
Sn-Bi | Tin and bismuth | ~138 |
Leaded | 63% tin, 37% lead | ~183 |
SAC305 needs more heat than leaded solder. But it does not need as much heat as some other lead-free alloys. This makes it useful for many projects.
Tip: Always check the melting point before picking a solder alloy. This helps you use the right process for your materials.
Performance and Applications
SAC305 gives you strong and reliable results. It has good mechanical strength. This means your solder joints can handle stress and shaking. SAC305 also lets electricity flow well, so circuits work right.
You will see SAC305 used in many electronics. Here are some common uses:
Through-hole soldering
Printed circuit board (PCB) rework
High-reliability electronic assemblies
SAC305 is popular in these fields:
Consumer electronics like phones, tablets, and laptops
Automotive electronics
Industrial controls
You can trust SAC305 for jobs that need high reliability. It follows strict safety and environmental rules. Many factories use SAC305 with machines. This makes it a standard choice for Lead-Free Soldering.
Note: SAC305’s wetting properties help you make clean and strong connections. This lowers the chance of weak joints or failures.
Cost and Availability
SAC305 costs more than some other lead-free alloys like Sn-Cu. But it is cheaper than alloys with more silver, such as SAC387. SAC305 gives you a good mix of price and performance. That is why many companies choose it.
Here are some things that change the cost and supply of SAC305:
Application needs
Compatibility with parts
Budget limits
Safety and environmental rules
You can find SAC305 easily in stores. Suppliers keep it ready because many companies use it. If you want a reliable and easy-to-get alloy, SAC305 is a smart pick.
Tip: When planning your project, think about cost and performance. SAC305 helps you reach your goals without spending too much.
SAC305 Alternatives
Sn-Bi (Tin-Bismuth) Alloys
Sn-Bi alloys melt at a low temperature. They melt around 138°C. This helps protect parts that cannot handle much heat. Sn-Bi alloys are good for electronics and solar panel welding. They resist rust better than leaded solders. Bismuth lowers surface tension. This makes it harder for solder to stick to copper.
Advantage | Description |
|---|---|
Improved thermal stability | Sn-Bi alloys stay strong at high temperatures. |
Oxidation resistance | These alloys resist rust better than leaded solders. |
Low melting points | You can use them for jobs needing less heat. |
Disadvantage | Description |
|---|---|
Poor wetting properties | Bismuth makes it harder for solder to spread on copper. |
Note: Sn-Bi alloys help stop overheating. You may need to change your process to get good wetting.
Sn-Ag (Tin-Silver) Alloys
Sn-Ag alloys make strong joints. They are reliable. You can pick low-silver types like SAC105 or SAC0307. These help you save money. They are good for big production runs. Silver prices change fast. Using less silver keeps costs steady. Low-silver alloys are better for devices that might get dropped. These alloys need careful process control. They can show more rust, holes, and changes in how solder flows.
Low-silver alloys help you save money.
They work well for devices that get dropped.
You must watch your process to keep quality high.
Sn-Zn (Tin-Zinc) and Others
Sn-Zn alloys melt at about 199°C. They cost less. You can use them instead of lead-based solders. These alloys are safe for the environment. They resist wear well. Zinc gives them special properties. Sn-Zn alloys rust fast. They do not resist corrosion in acidic places. They do not spread easily. This makes soldering harder.
Property | Description |
|---|---|
Low Melting Point | Melts at 199°C, close to leaded solder. |
Mechanical Properties | Good wear resistance and flexibility. |
Environmental Impact | Safe for the environment. |
Cost | Lower cost than many other alternatives. |
Challenges | Needs air protection, does not spread well, and resists corrosion less. |
You may need to protect the solder from air.
These alloys do not work well in acidic places.
REL61 and Other Emerging Alloys
REL61 is strong and reliable. It is almost twice as hard as SAC305. REL61 does better in heat cycle and shock tests. After 1,500 cycles, REL61 has no joint failures. SAC305 has about 40% failures. REL61 fills holes better. It works well in selective, wave, and surface mount soldering. Many factories use REL61. It gives steady results and lowers costs.
REL61 stops nozzle clogging in selective soldering.
It makes less waste in wave soldering and needs lower heat.
You can use REL61 in robotic, hand, and SMT soldering.
Tip: REL61 is a smart pick if you need strong joints and want to avoid common soldering problems.
Pros and Cons of Alternatives
You have many choices for Lead-Free Soldering. Each alloy has good and bad points.
Alloy | Pros | Cons |
|---|---|---|
Sn-Bi | Low melting point, rust resistance | Hard for solder to stick to copper |
Sn-Ag | Saves money, good for dropped devices | Needs careful process control |
Sn-Zn | Low cost, safe for earth, flexible | Rusts fast, not good in acid places |
REL61 | Reliable, strong joints, less waste | Newer, may need process changes |
You should pick the alloy that fits your project best.
Alloy Selection Factors
Melting Point and Process Compatibility
You need to check the melting point before you start. The melting point tells you how much heat you need. If the melting point is high, you must use more heat. This can stress your parts. Lower melting points help protect sensitive parts. The table below shows how melting point affects your process:
Solder Alloy | Melting Point (°C) | Compatibility Impact |
|---|---|---|
SAC305 | 217-220 | Higher melting point needs more heat and stresses parts |
Sn-Cu | 227 | Higher melting point needs more heat and stresses parts |
Sn-Bi | 138 | Lower melting point uses less heat and protects parts |
You should match the melting point to your process and parts.
Mechanical and Electrical Performance
You want your solder joints to last and work well. You should look at some important things when picking an alloy:
Metric | Description |
|---|---|
Thermal Cycling Endurance | Shows how joints handle changes in temperature. |
High-Temperature Stability | Tells how joints work in hot places. |
Mechanical Robustness | Shows how strong and tough the joints are. |
Long-Term Aging Characteristics | Tells how joints last over time. |
Thermal Fatigue Resistance | Shows how joints resist breaking from heating and cooling. |
Electromigration Susceptibility | Looks at the risk of failure from electrical stress. |
Mechanical Reliability | Checks if joints stay strong under stress. |
Vibration and Shock Resistance | Shows how joints handle shaking and sudden moves. |
Pick an alloy that gives you the reliability you need.
Application Suitability
Think about where you will use your solder. Each job has special needs:
SAC305 works for most electronics and handles up to 150°C.
SAC387 gives better resistance to heat for tough places.
Sn-Sb is good for very high heat jobs because it melts at 240°C.
REL22 is best for extreme places and gives top resistance to fatigue.
If you build cars, medical devices, or high-reliability products, pick an alloy that meets those tough needs.
Cost Considerations
Cost is important, especially for big projects. Switching from SAC305 to low-silver alloys like SAC105 or SAC0307 can save $45 to $60 per kilogram of solder paste. This helps a lot in big factories. Silver prices change fast, so using less silver keeps costs steady. You should balance cost and performance to get the best value for Lead-Free Soldering.
SAC305 vs. Alternatives
Strengths and Weaknesses
It is important to know what each solder alloy does well and what it does not do well. SAC305 is the most used alloy for Lead-Free Soldering. It lets solder spread out and make strong joints. REL61 lets solder spread even better, but it has a higher contact angle. This means the solder does not spread as much as SAC305. Sn-Bi alloys get better at spreading when you add up to 10% bismuth. If you add too much bismuth, the solder does not spread well and gets harder to use. Sn-Ag alloys make strong joints most of the time. But they can have some of the same problems as SAC305 because both have silver.
Here is a table that shows what each alloy is good and bad at:
Alloy | Strengths | Weaknesses |
|---|---|---|
SAC305 | Widely used for soldering electronics; good wettability compared to REL61 | Decrease in solder joint reliability; low resistance to mechanical stresses; lower thermo-mechanical stress resistance compared to Pb alloys |
REL61 | Better wettability than SAC305; good results despite lower Ag content | Worse wettability compared to SAC305; higher contact angle (33°) |
Sn-Bi | Improved wettability with up to 10 wt.% Bi | High Bi content negatively influences wetting properties (36° for HRL-1 solder) |
Sn-Ag | Reliable joints; good mechanical properties | May share weaknesses with SAC305 due to Ag content |
Tip: Always check how well the solder spreads and how strong the joints are. This helps you stop weak connections and problems.
Best-Use Scenarios
You should pick the right alloy for your project. SAC305 is best for most electronics. You can use it for phones, computers, and machines. It gives good results and follows safety rules. REL61 is good when you need strong joints and better heat performance. You can use REL61 in cars or places with lots of shaking. Sn-Bi alloys help protect parts that cannot take much heat. You can use them for low-temperature jobs, like solar panels or small sensors. Sn-Ag alloys make strong joints and handle heat well. You can use them for things that might get dropped or need to last a long time.
Here is a list of the best times to use each alloy:
SAC305: Use for most electronics, home devices, and machines.
REL61: Use for cars, tough jobs, and places with shaking.
Sn-Bi: Use for low-heat jobs and parts that are easy to damage.
Sn-Ag: Use for things that need strong joints and heat resistance.
Note: Always think about what your project needs. Pick the alloy that works best for your parts, process, and how strong you want your joints.
Comparison Table
This table shows the main differences:
Alloy | Best-Use Scenario | Key Strengths | Key Weaknesses |
|---|---|---|---|
SAC305 | General electronics, consumer devices | Good wettability, easy to use | Lower mechanical reliability |
REL61 | Automotive, high-reliability, vibration | Strong joints, heat endurance | Higher contact angle |
Sn-Bi | Low-temp, heat-sensitive components | Protects sensitive parts | Wetting drops with high Bi |
Sn-Ag | Durable, drop-prone devices | Strong joints, heat resistance | May share SAC305 weaknesses |
You can make a better choice when you look at what each alloy does well, what it does not do well, and when to use it. Lead-Free Soldering helps you make safer and stronger products.
Lead-Free Soldering Best Practices
Handling and Storage
You must be careful with solder paste to keep it good. Here are some easy tips to help you:
Put solder paste in a fridge between 35°F and 50°F (2°C to 10°C). This keeps it fresh and slows down changes.
Do not freeze solder paste. Freezing can mess up the mix and ruin it.
Always look at the expiry date on the container. Most solder pastes last 6 to 12 months if stored right. Old paste can make weak joints.
Keep solder paste in its own sealed container. This stops water from getting in and keeps it from drying out.
If you use syringes, store them with the tip pointing down. This stops air bubbles from forming.
Let solder paste sit until it is room temperature (68°F to 77°F or 20°C to 25°C) for 4 to 6 hours before using. Do not use an oven or microwave to warm it.
Tip: Storing and handling solder paste the right way helps you make strong and safe solder joints.
Process Adjustments
When you change from lead solder to lead-free solder, you need to do things differently. SAC305 and other lead-free alloys need more heat. Check your parts so you do not hurt them.
Use a soldering iron that gets hot enough for lead-free solder.
Change your soldering steps to match how lead-free solder works.
Pick a flux that works with lead-free alloys and helps stop rust.
Lead-free solders like SAC305 melt at 217-220°C, which is hotter than leaded solder.
Set your soldering tools to handle the extra heat.
Change your heating steps so the heat spreads out and does not hurt your parts.
Common Pitfalls
You might run into some problems when using lead-free solder. Here is a table that shows these problems and how to fix them:
Common Pitfalls | Solutions |
|---|---|
Distinct intermetallic compounds (IMCs) | Use special tools to check how signals move. |
Incomplete wetting | Pick the right flux to help solder spread better. |
Thermal expansion mismatches | Set your oven to match your parts’ heat ratings. |
Excessive IMC thickness | Use solder paste with small particles for even coverage. |
Crosstalk due to solder fillets | Drill holes and add ground vias near fast signals. |
Electromigration in high-frequency joints | Test joints to check for empty spots and shape. |
Impedance mismatches at solder transitions | Test how solder amount changes signals before making boards. |
Note: You can stop these problems by following good steps and checking your work often.
When you pick a lead-free solder alloy, you have to think about a few important things. You need to look at how much it costs, especially if you are making a lot of things. You also want your solder to be strong and last a long time, even if your project gets bumped or shaken. The melting temperature is important because it changes how you do your work. You must also follow rules like RoHS. Make sure the alloy is right for what you are building. SAC305 is good for most projects. If you need something even stronger, you might use REL61. If you need to use less heat, Sn-Bi is a good choice. It is smart to ask suppliers or experts for help. You can also check information from groups like NIST or IEC to make the best choice for your project.
FAQ
What is the main benefit of using SAC305 for PCB assembly?
You get reliable solder joints and easy process control. SAC305 works well for most electronics. It follows safety rules and gives you strong connections.
Can you use lead-free solder for older electronics?
You can use lead-free solder, but older parts may not handle higher temperatures. Check the component specs before you start. Use low-temperature alloys like Sn-Bi if needed.
How do you store lead-free solder paste?
Keep solder paste in a fridge between 35°F and 50°F.
Do not freeze it.
Let it reach room temperature before use.
Which lead-free alloy is best for heat-sensitive components?
Alloy | Melting Point | Best Use |
|---|---|---|
Sn-Bi | 138°C | Heat-sensitive parts |
Sn-Bi protects delicate parts from heat damage.
Does lead-free soldering affect product reliability?
You can achieve high reliability with lead-free soldering. Pick the right alloy for your application. SAC305 and REL61 offer strong joints for most jobs.
See Also
Deciding When To Use Lead-Free Solder Paste In SMT
Understanding Solder Paste Types And Components In SMT Assembly
Why Nitrogen Reflow Soldering Matters For Automotive And PCBA