Key Criteria for Evaluating a PCBA Manufacturer
When you check a PCBA Manufacturer, you need a good audit checklist. This helps you avoid expensive mistakes. If you skip the supplier audit checklist, big problems can happen. You might have late production, bad quality, or extra costs. A weak audit checklist can even cause fake parts or quality issues. These problems can hurt your brand. The table below lists common risks if you do not use a good audit checklist:
Audit Area | Buyer Risk If Not Checked |
|---|---|
Certifications | Rules may not match the market needs |
PCB Manufacturing | Bad assembly from poor stack-up or finish |
SMT / DIP | Solder problems, more rework, unstable results |
Testing | Hidden defects may reach the customer |
BOM Sourcing | Shortage, fake parts, or end-of-life risk |
Warehouse | MSD damage, mixed lots, wrong materials |
Traceability | No way to find the cause after a failure |
A useful pcba supplier audit checklist keeps your business safe. Use a checklist to make sure your pcba projects go well and meet high standards.
Key Takeaways
Use a clear checklist to help you pick a PCBA manufacturer. This helps you avoid expensive mistakes.
Check for certifications like ISO 9001 and IPC-A-610. These show the company follows rules and makes good products.
Look at the manufacturer's reputation and money situation. This helps you avoid late orders and bad products.
Check what the manufacturer can do, like SMT processes and equipment. Make sure they can make what you need.
Keep checking your suppliers often. This helps keep quality high and lets you handle changes in the supply chain.
PCBA Manufacturer Qualifications
Certifications and Standards
You should check if the pcba manufacturer has the right certifications. These certifications mean the supplier follows important rules for safety and quality. Most good suppliers have iso 9001 certification. This shows they use a strong quality management system. If you make medical devices, look for ISO 13485. For cars, IATF 16949 is needed. You should also see if they have ipc-a-610 certification. This sets the rules for pcb assembly quality. RoHS and REACH certifications mean the supplier cares about the environment. These also show they follow chemical safety laws. UL certification means the printed circuit board is safe and does not burn easily.
Certification | Description |
|---|---|
ISO 9001 | Quality management system for customer and regulatory needs |
ISO 13485 | Medical device pcb production standard |
IPC Standards | Quality and performance benchmarks for pcb assembly |
UL Certification | Safety and flammability compliance for electronics |
RoHS | Restricts hazardous substances in electronics |
REACH | Chemical safety compliance for the EU market |
IATF 16949 | Automotive pcb traceability and risk management |
Tip: Always check certifications when you audit a pcba supplier. This helps you avoid problems with rules.
Reputation and Track Record
You want a pcba manufacturer that people trust. Ask other customers what they think about the supplier. Find out how long the supplier has made pcb products. A good history means they deliver quality pcb assemblies on time. You can also look for awards or special honors. Good suppliers often share stories or references from customers. This helps you know if the supplier can do what you need.
Financial Stability
A strong supplier keeps your projects safe. Check if the pcba manufacturer has good finances. This lowers the chance of sudden shutdowns or supply chain issues. Ask for financial reports or credit scores. A healthy supplier can buy new equipment and keep up with new technology. This helps you get good pcb products without waiting.
Checklist for supplier qualifications:
Make sure they have all needed certifications, like iso 9001 certification and ipc-a-610 certification.
Look at the supplier’s history and what customers say.
Check their financial reports to make sure they are stable.
Manufacturing Capabilities Checklist
SMT and Assembly Processes
It is important to check the SMT and assembly steps. SMT lets you put small parts right on the board. This helps save space and makes things faster to build. Modern SMT lines use machines to place parts very accurately. Reflow soldering makes strong joins and does not hurt parts. AOI checks for mistakes like missing or wrong parts. Newer systems use barcodes and traceability tools to watch each board. These steps help find problems early and keep quality high.
Tip: Using machines in SMT can make things faster and cost less.
Equipment and Technology
You should look at the machines and tools in the factory. AOI and X-ray systems find problems people might not see. These tools can find issues inside the board, not just on top. Better machines mean fewer mistakes and better products. Real-time checks let workers fix problems right away. Good training for workers also helps stop mistakes. Always check the factory’s machines and tools with your audit checklist.
Evaluation Area | Key Focus | Why It Matters in Mass Production |
|---|---|---|
Manufacturing Capability | SMT/THT capacity, automation level | Ensures stable large-volume output |
Quality System | AOI, ICT, functional testing | Reduces defect rate in bulk orders |
Engineering Support | DFM/DFA optimization | Prevents design-related production issues |
Production Capacity
You need a supplier who can handle your order size. Check how many SMT lines they have and what boards they can make. Look for special skills like BGA rework or rigid-flex assembly. Good suppliers use checks at every step, like incoming checks and in-line checks. High first-pass yield rates (98% or more) mean strong control. Low repair rates (1.5% or less) mean fewer problems. Full traceability lets you follow each pcba from start to finish. Add these points to your checklist to make sure your supplier can deliver on time.
Quality Assurance in PCB Supplier Audit
Inspection and Testing
You need to check how the factory inspects and tests boards. AOI and X-ray tools help find hidden problems. ICT checks if the board’s connections work right. These steps help make sure your boards are good quality. The table below shows what you should check during this part of the audit:
Audit Area | Key Checkpoints | Acceptable Standard | Score (1-5) |
|---|---|---|---|
Inspection & Test | AOI, X-ray, ICT | 3D AOI, X-ray for all BGA parts | 1-5 |
Add these points to your pcba supplier audit checklist. Good quality checks use both numbers and visual checks. Wetting balance tests measure how strong and fast solder sticks. Dip and look tests use your eyes to check the board. The pcb manufacturing audit should cover all inspection steps. This helps keep first-pass yield rates high.
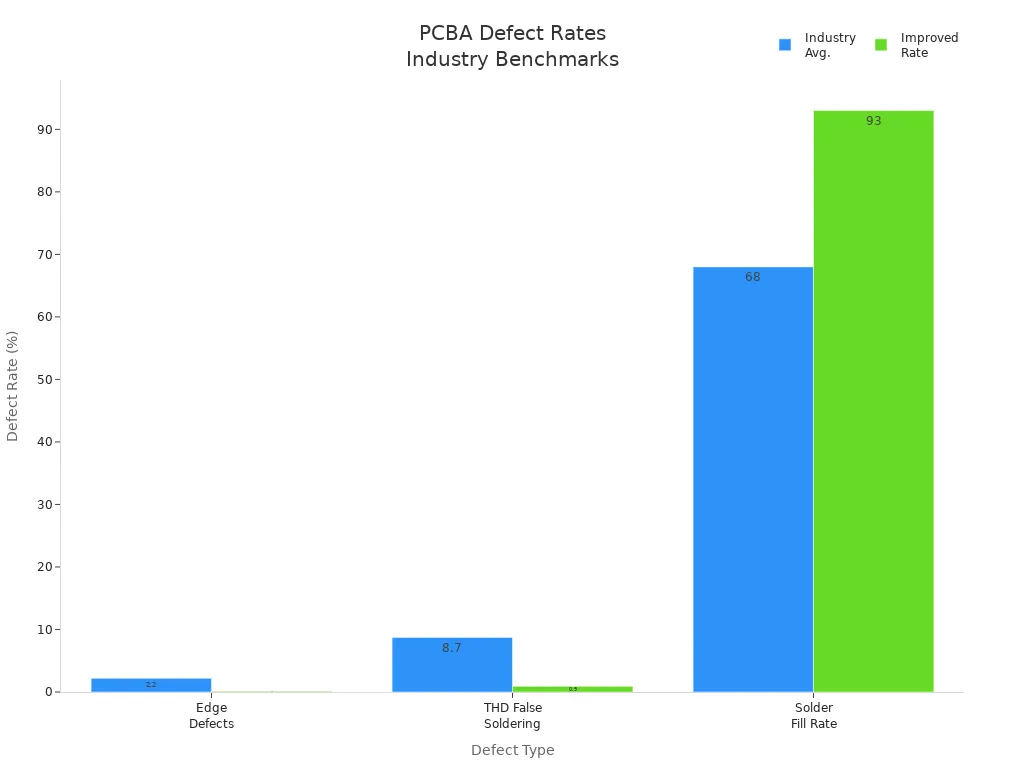
Defect Control and ESD Management
You must check how the factory controls defects. Edge defects, false soldering, and solder fill rates show how well they do this. The table below compares normal rates and better rates for these problems:
Defect Type | Industry Avg. | Improved Rate | Key Control Parameters |
|---|---|---|---|
Edge Defects | 2.2% | 0.1% | Drill precision 0.003mm, 12h acclimation |
THD False Soldering | 8.7% | 0.9% | Aspect ratio ≥1.5, three-zone temp control |
Solder Fill Rate | 68% | 93% | Dynamic profile: 280°C/3s + 380°C/2s |
Check if the audit covers ESD control. This means looking at ESD rules, training, and how workers handle boards. Good ESD management lowers defects and keeps your pcba safe.
Continuous Improvement
See if the audit checks for continuous improvement. Programs like FMEA help find risks before making boards. The table below shows how this helps quality:
Evidence | Explanation |
|---|---|
Proactive risk identification | FMEA finds issues early, making products more reliable |
Ongoing updates | FMEA documents get new knowledge, keeping risk checks up to date |
Institutional knowledge | FMEA programs build valuable insights for long-term quality |
Note: Good quality systems in your checklist help you avoid big mistakes. They lower rework and warranty costs. Good audits make your company look better and keep customers happy.
Always include these audit areas in your pcb manufacturing audit. A full checklist makes your quality checks strong and trustworthy.
Component Sourcing and BOM Control
Approved Vendor List
You need a good approved vendor list to keep your pcba projects safe. This list helps you choose suppliers who meet your needs. You should check each vendor for price, quality, delivery time, reliability, and customer service. The table below shows what you should look for:
Criteria | Description |
|---|---|
Price | Compare costs from different suppliers. |
Quality | Test samples and check certifications. |
Delivery Time | Track how fast vendors deliver parts. |
Reliability | Review past performance for dependability. |
Customer Service | See how well vendors support your needs. |
You should do regular supplier audits and set up incoming inspection steps. These actions help you find problems early and keep your checklist strong.
Check for certifications like ISO9001 and AS9120.
Make sure products are real and available.
Compare prices and delivery records.
Counterfeit Risk Management
You must protect your pcba supply chain from fake parts. Ask suppliers about their rules for handling suspected counterfeit parts. Find out where they get their components and how they manage inventory. You should use trusted distributors and check all parts during receiving inspection. Early spotting of obsolescence issues can help you avoid risk. Use automated optical and x-ray inspection, along with electrical testing, to find counterfeits. These steps should be part of your pcba supplier audit checklist.
Tip: Always use a checklist to make sure you only buy from trusted sources.
Traceability and MES
Traceability lets you track every part and step in your pcba production. A good traceability system uses MES to connect scanners and software. This gives you real-time information about all materials and steps. You can find problems faster and get ready for audits with less stress. Material traceability links quality to certain batches and processes. This helps you make better choices and shows who is responsible for each step.
"Traceability data gives clear facts, linking quality to certain materials and processes. This helps you make decisions based on data and shows who is responsible, so people cannot blame others."
You should always include traceability in your checklist to keep your supply chain clear and responsible.
Engineering and Technical Support
DFM and NPI Support
You need good engineering help when picking a pcba manufacturer. Good suppliers help with DFM and NPI. DFM means making designs easy to build. NPI is about starting new products the right way. These services make your project go better and safer. The table below shows what matters most to electronics companies:
Key Aspect | Importance to OEMs |
|---|---|
Specialized DFM Software | Needed for full checks and fewer delays. |
Early Collaboration | Finds problems before they cost a lot. |
NPI Program Elements | Makes design to production smooth, keeps quality high and risks low. |
When you pick a supplier with DFM and NPI help, you get many good things. You pay less to make your product because your design fits the machines. You can sell your product faster since you find problems early. Your product works better because you design with real limits in mind.
You should look for these steps in a supplier’s NPI process. First, they must know what NPI means in electronics. Next, they review your design and give feedback, including DFM and DFT checks. Then, they get materials and make sure the supply chain is ready.
A good audit will check if your supplier gives you these supports.
Problem-Solving Capabilities
You want a supplier who can fix problems fast and well. Good pcba manufacturers show this in many ways. Their engineers suggest changes if a design will not work, like fixing a hard VIA layout. They give you reports that show issues you may not see, such as impedance matching problems. They act fast during rush orders, meeting at night to find answers and telling you the next day.
You also see good problem-solving when a supplier changes their process for special needs, like controlling linewidth for medical equipment. They use traceability to fix problems, such as checking temperature and humidity data to solve solder ink issues.
You should always check for these skills when you review a supplier. Good technical support keeps your project on track and helps you avoid big mistakes.
Compliance and EHS Standards
Environmental Certifications
You should check if your pcba manufacturer has the right environmental certifications. These certifications show the factory handles chemicals, wastewater, and energy safely. ISO 14001 is a common rule. It helps companies make less pollution and lower risks to the environment. RoHS certification means products do not have bad things like lead, mercury, or cadmium. This makes it easier to sell your products in Europe. REACH certification is about how companies use chemicals. It makes sure your supplier follows strict European rules for the environment.
ISO 14001: Handles chemicals, wastewater, and energy use.
RoHS: Keeps products safe from dangerous substances.
REACH: Controls chemical safety and registration.
Tip: Always add environmental certifications to your audit checklist. This helps you follow world rules and keeps your brand safe.
Hazardous Substance Controls
You must make sure your supplier follows rules for hazardous substances. Lead-free soldering uses safer metals instead of old tin-lead solder. This needs higher heat when soldering. RoHS-compliant finishes, like ENIG and OSP, do not use lead. You should check if the main materials are RoHS-compliant. This helps parts stay strong during lead-free soldering.
Aspect | Details |
|---|---|
Regulation | RoHS 3 (Directive 2011/65/EU with amendment 2015/863) |
Restricted Substances | 10 banned materials, like cadmium and lead |
Compliance Importance | Needed to sell electronics in the EU, UK, China, and California |
Global Expansion | More countries now have these rules |
Integration with Other Laws | RoHS connects to REACH and other laws |
Lead Exemption Challenges | Old rules are ending, so products need new tests |
Manufacturing Process Changes | Lead-free solder, RoHS finishes, and careful material choices |
RoHS compliance is very important. It lowers risks to people and the environment from dangerous materials in electronics. When you follow these rules, you keep workers and buyers safe. You also avoid recalls, fines, and hurting your company’s name. Many countries now have strict rules, so you must keep your audit checklist current.
Data and IP Security Checklist
Confidentiality and Data Protection
You need to keep your designs and information safe with a pcba manufacturer. Good security stops others from stealing or leaking your ideas. Here are some simple ways to protect your work:
Share files in a safe way using encryption so no one else can see them.
Pick partners you trust who use strong security and get checked often.
Sign NDAs so everyone knows the rules and what happens if they break them.
Use design obfuscation to make copying your work much harder.
Watch and record who looks at your important files during production.
Work with manufacturers in countries that have good intellectual property laws.
Teach workers about IP protection and help everyone care about cybersecurity.
Tip: Always check for data protection when you audit a supplier. This keeps your business safe.
Secure Data Handling
Secure data handling helps stop people from stealing your ideas in pcba manufacturing. Only let the right people see your files by using strict access controls. NDAs and other legal papers help protect your information and follow world privacy rules. Encrypt all messages so hackers cannot read your data. Use smart cards or fingerprints to control who can enter certain places. Train your team often so they know how to keep information safe. These steps build a strong wall around your designs and help you trust your supplier.
Supplier Evaluation Checklist and Ongoing Review
A good supplier evaluation checklist is not just for the first audit. You must keep checking your pcba partners often. This helps you make sure they stay reliable and meet your quality needs. If you keep checking, you can find risks early. This keeps your supply chain safe. Using a checklist protects your business from sudden problems. It also helps your projects stay on track.
Post-Audit Monitoring
After you finish a supplier audit, you should keep watching your supplier. Use your checklist to track things like company size, location, and reputation. These points help you know if your supplier can handle your orders. They also show if your supplier can keep up with market changes. You should get information from other places, not just the supplier. Industry databases and customer feedback give you more facts. This ongoing process helps you find small issues before they get big.
Update your checklist with new facts.
Check if the company size or location changes.
Watch for changes in reputation.
Use outside data to avoid bias.
Note: Regular supplier checks help you find risks early. This keeps your quality high.
Performance Review
You need to check your supplier’s performance often. A good checklist has clear things to measure. The table below shows what to look at during each audit:
Metric | Description |
|---|---|
Delivery Stability | Good yield and steady process control keep orders on time. |
Engineering Support Capability | Help with design lowers costs and makes layouts better. |
Supply Chain System Resilience | A strong network helps manage risks and keeps your supply steady. |
Quality System Consistency | Traceability lets you find and fix quality issues fast. |
Communication Efficiency | Real-time updates build trust and help solve problems fast. |
Growth Adaptability | Suppliers who grow with you add value from start to mass production. |
You should use your checklist to score each area. This helps you compare suppliers and pick the best one for your needs. Regular reviews keep your quality strong and your business safe.
You gain many benefits when you use a pcba supplier audit checklist.
You verify certifications and factory conditions.
You assess risks and find ways to save costs.
You build trust in your supply chain.
You spot process improvements.
Supply chain risk management means you find risks, score them, and act fast. You get a stronger supply chain with fewer surprises.
Keep using your checklist and audit steps. This helps you maintain quality and compliance in every pcba project.
FAQ
What is the most important step when choosing a PCBA manufacturer?
You should always check the supplier’s certifications and quality systems first. This step helps you avoid problems later. A strong supplier gives you better products and fewer delays.
How often should you perform a supplier audit?
You should perform an audit at least once a year. Regular checks help you find risks early. This keeps your supply chain safe and your products reliable.
Why does traceability matter in PCBA manufacturing?
Traceability lets you track every part and process. You can find problems fast if something goes wrong. This makes it easier to fix issues and improve quality.
What is DFM and why do you need it?
DFM stands for Design for Manufacturability. You need it to make sure your design is easy to build. This step lowers costs and helps you avoid mistakes during production.
How do you protect your design data with a supplier?
You should use NDAs and strong data controls. Only share files with trusted partners. Good security keeps your ideas safe from leaks or theft.
See Also
Choosing the Right PCBA Supplier for Your Requirements
Finding the Ideal Turnkey PCBA Manufacturer for Your Project
Understanding PCBA and Its Essential Components Explained
PCBA Processing Standards for Medical Equipment Explained
Ensuring Quality Production in Advanced Turnkey PCBA Factories