Top 10 PCB Design Problems That Impact SMT Production
You often have PCB design problems that stop SMT production. These problems are pad design, component spacing, solder mask, footprint, warpage, solder paste, thermal management, panelization, DFM, and signal integrity.
You might have:
Soldering problems
More fixing and wasted boards
Higher costs
System breakdowns
Finding and stopping problems early saves you money and time. Use this list to help you check for problems before they happen.
Key Takeaways
Common PCB design problems like pad design, component spacing, solder mask, and footprint errors can cause weak solder joints. These problems can also cause shorts and parts that do not line up right. This slows down SMT production and makes it cost more.
If you follow industry standards and design rules, like IPC-7351 and J-STD-001, you can stop these problems. Working with manufacturers also helps prevent issues and makes the board better.
Checking early and making smart design choices, like using the right spacing, balanced layer stacks, good thermal management, and careful panelization, saves time. These steps lower defects and help SMT production work better.
Pad Design Issues
Problem Overview
Pad design problems can mess up SMT production. Some common problems are:
Vias inside pads can pull solder away. This makes parts not stick well.
If there is no solder mask between pads, solder can join them by accident. This happens a lot with fine-pitch devices.
Pads that are not the same size or shape can make one side of a part lift up. This is called tombstoning.
Pads that are too small or too close make it hard to get strong solder joints.
These problems can happen if you skip checking the design rules or do not follow the rules for making PCBs.
SMT Impact
Bad pad design can make solder joints weak. You might see problems like tombstoning, solder not sticking, or parts not lined up right. These problems mean more boards need fixing and fewer pass the first test. The table below shows how different pad mistakes hurt SMT assembly:
Pad Design Issue | Impact on Solder Joint Reliability | Recommended Practice |
|---|---|---|
Weak joints, tombstoning | Pad width 1.2–1.5× lead width | |
Unequal pad sizes on both ends | Tombstoning, open circuits | Equalize pad sizes |
Improper pad spacing | Solder bridging, misalignment | Follow DFM guidelines for spacing |
Note: Problems like solder not sticking or parts not lined up can make open circuits or weak connections. This makes the product less reliable.
Solutions
You can stop most pad design problems by following the right rules, like IPC-7351. Here are some good tips:
Give all layer data to stencil makers so paste holes are right.
Use special shapes, like U-shape or homeplate, to control how much solder you use.
For BGAs, follow IPC-7525B and use rounded square holes for micro-BGAs.
Keep vias away from pads so solder does not flow away.
Make pad sizes and shapes match the part leads and keep enough space to stop bridging and tombstoning.
If you do these things, you will have fewer problems and better SMT results.
Component Spacing Errors
Problem Overview
Component spacing errors happen when parts are too close or not lined up. These mistakes can happen if you do not follow spacing rules. If pads are too close, solder can join them and cause problems. When parts are not lined up, solder paste can get pushed out. This makes it easier for solder to connect pads that should not touch. If pad sizes are not the same or parts are placed badly, it can cause problems during reflow. One problem is tombstoning, where one end of a part lifts up.
Defect Type | Component Spacing/Placement Factor | Effect on Defect |
|---|---|---|
Solder Bridging | Not enough space (<0.5mm), not lined up | Too much solder joins pads and causes shorts |
Tombstoning | Pads not the same size, uneven solder paste, heat not even | Solder pulls up one end of the part |
SMT Impact
If you do not use the right spacing, you will get more defects. Solder bridging makes shorts between pins and stops the board from working. Tombstoning makes parts stand up and causes open circuits. Both problems slow down work and cost more to fix. Machines can also have trouble placing parts if they are too close.
Tip: Always check the space between parts before making your board. Finding problems early saves time and money.
Solutions
You can stop spacing errors by following the right rules. J-STD-001 says to keep at least 0.25 mm between pads for most boards. For boards that need to be very reliable, use 0.18 mm or more. Make sure pad sizes and spaces match the part datasheet. Use design rule checks in your PCB software to find mistakes. Make solder mask openings a little bigger than pads to stop solder bridging. Add fiducial marks to help machines line up parts and test your board to find problems early. Work with your manufacturer to check spacing and how to put the board together.
Keep pads the same size and leave enough space (1.5x part size) to lower defects.
Use thermal vias to help heat spread out and stop uneven heating.
Keep fine-pitch parts at least 10 mm from the edge for better printing.
If you follow these steps, you can stop common PCB design problems and make SMT production better.
Solder Mask Problems
Problem Overview
Solder mask problems can cause big trouble in SMT production. You might see things like solder bridging, tombstoning, poor wetting, de-wetting, or solder balling. These happen when the solder mask is too close, not lined up, or covers part of the pad. If the solder mask does not fit the copper pads, you can get copper showing or pads covered. This makes joints weak and can cause shorts.
Some common solder mask problems are:
Solder bridging between pads
Tombstoning of small parts
Solder not sticking well (poor wetting or de-wetting)
Solder balls showing up on the board
Problem | Description | Impact on SMT Yields |
|---|---|---|
Solder Bridging | Solder joins pads and makes shorts | Shorts and fewer good boards |
Tombstoning | One end of a part pops up | Parts not lined up, weak joints |
Poor Wetting | Solder does not flow right on pads | Weak joints, open spots |
Solder Balling | Tiny solder balls form and make shorts | Bad connections, more defects |
SMT Impact
Solder mask problems can lower how many good boards you make. Shorts from solder bridging stop boards from working. Tombstoning and poor wetting make joints weak and parts not straight. Solder balls can make boards fail at random times. These problems mean more fixing, higher costs, and slow work. You need to control solder mask design and steps to stop these problems.
Tip: Always check if the solder mask lines up and has enough space before making boards. Small mistakes can cost a lot.
Solutions
You can stop solder mask problems by using careful steps:
Check PCBs before putting on solder paste. Look for scratches, copper showing, and mask not lined up.
Handle boards gently so they do not get hurt and make sure stencil holes match the pads.
Keep solder paste in the right place and control the room’s temperature and humidity.
Use the right space for the solder mask. For SMT, keep 25–75 μm around pads. For HDI, use even smaller spaces.
Make sure the solder mask lines up right, within ±50 μm, so copper is not showing or pads are not covered.
Good design and checking help you stop solder mask problems and make more good boards.
Footprint Mistakes
Problem Overview
Footprint mistakes can cause big problems in SMT production. Here are some common errors:
Footprint sizes do not match the datasheet. This makes parts hard to place and costs more money.
Not enough space between parts. Parts can overlap or get solder bridges, especially with QFP, QFN, POP, or BGA.
Pads are too close to the edge of the board. This can break parts when the board is cut.
Pad sizes or spaces are wrong. Solder joints get weak, and parts can move during soldering.
Silkscreen marks are missing or not clear. This makes it hard to know part direction or polarity.
If you make custom footprints and do not check the rules, you can get pad size mistakes and parts that do not line up. Using copper traces with different weights on pads can also make tombstoning happen.
SMT Impact
Wrong footprints make machines work harder. Pick-and-place machines may need special tools, which slows down work and costs more. Parts might not fit or can move during soldering. Pads that are not even or copper that is not balanced can make tombstoning, where one side of a part lifts up. Bad footprints can also cause shorts, too much heat, and weak solder joints. These problems mean fewer good boards and more fixing.
Tip: Always use standard footprints and follow the rules from the manufacturer to stop expensive mistakes.
Solutions
You can stop footprint mistakes by doing these things:
Check every footprint with the datasheet before you finish your design.
Leave enough space between parts:
39 mil for BGAs
20 mil for connectors and crystals
At least 10 mil courtyard space for all parts
Make sure pad sizes and shapes match on both sides of each part.
Add clear marks for pin 1 and polarity in the silkscreen.
Use files with part numbers and values to help check placement.
Work with your assembly house to look at footprints and get advice.
Follow IPC rules for pad, solder mask, and paste mask sizes.
Do not put holes in SMD pads and keep solder mask bridges between pins (4–8 mils).
If you check these things, you will have fewer footprint problems and better SMT results.
PCB Warpage
Problem Overview
PCB warpage means your board bends or twists. This can happen while making the board. It starts when materials do not expand or shrink the same way. Here are the main reasons:
Copper foil and board material stretch at different speeds. This makes stress.
If copper patterns are not even, the board can bend.
Boards bend more if layers are not stacked evenly.
The way inner layers and cured sheets face can change bending.
High heat, especially above the board’s Tg, makes warpage worse.
V-Cut grooves, thin boards, and heavy parts can also cause bending.
If the board gets wet and is not baked, steam can make it bend during soldering.
Tip: Always check for water and keep boards dry and sealed. This helps stop extra bending.
SMT Impact
If your PCB bends, SMT machines cannot place parts right. Warped boards cause these problems:
Bad solder joints or open circuits
Parts not lined up
Solder bridges and shorts
More defects and fixing needed
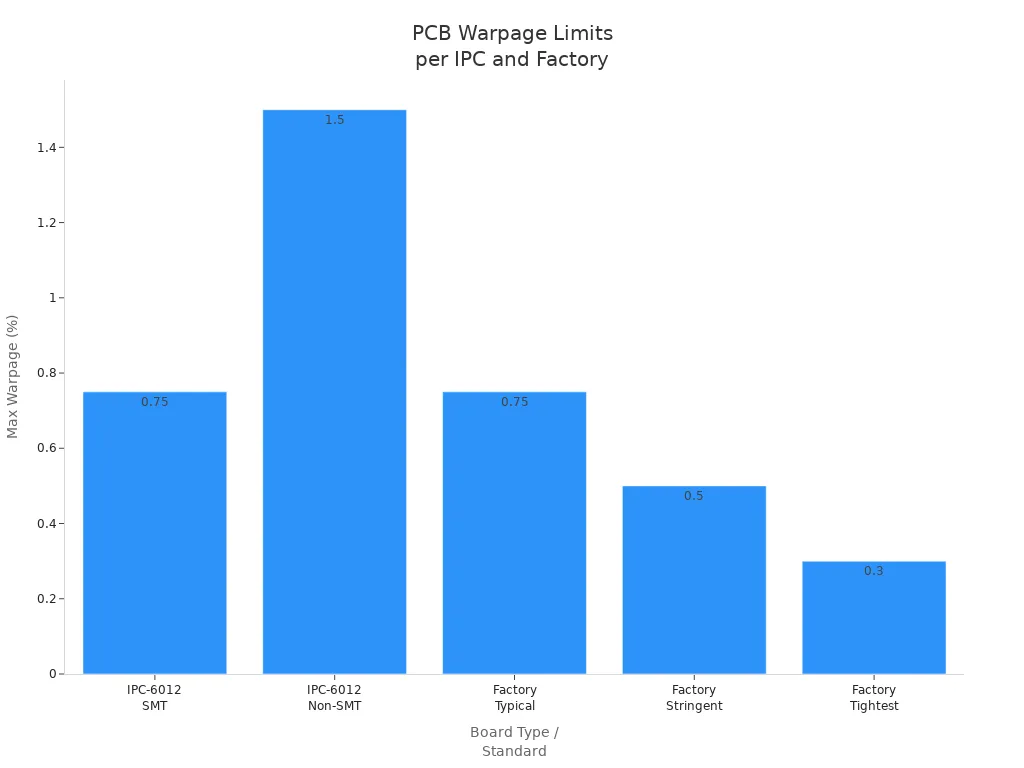
Factories use rules to control warpage. IPC-6012 says 0.75% warpage is okay for most boards. Many SMT lines want 0.5% or less for better work.
Warpage Limit | Description |
|---|---|
0.75% | IPC-6012 max for surface-mounted boards |
0.5% | Common requirement for SMT and BGA boards |
0.3% | Target for advanced factories |
Solutions
You can stop PCB warpage by making smart choices:
Use strong, low-CTE materials like high-Tg FR-4 or polyimide.
Make layer stacks even to spread out stress.
Keep copper spread the same on both sides.
Do not use big, heavy boards and limit V-Cuts to keep boards strong.
Bake boards before putting on parts to dry them.
Cool boards slowly and evenly after soldering.
Work with your manufacturer and use tools to find warpage early.
Note: Doing these things helps you stop costly problems and keeps SMT production working well.
Solder Paste Printing Defects
Problem Overview
Solder paste printing problems can start right at the beginning. You might see not enough paste or too much paste. Sometimes the paste shape is wrong or some paste is missing. The paste can be in the wrong spot, get smeared, or connect pads by mistake. These problems often happen because of stencil or printer mistakes. The solder paste can also be the problem. If you push too hard with the squeegee, you can scoop out paste. If you do not push hard enough, too much paste stays. If the stencil lifts up too fast, you can get tails or dog ears. Smearing happens when you push too hard or set the snap-off wrong. Old squeegees or dirty stencils make it worse and can leave too little paste.
SMT Impact
Most soldering problems in SMT come from bad paste printing. Studies say half or more of the problems start here. If you get bridging, slumping, or scooping, the solder joints are weak. You will need to fix more boards and spend more money. The printing step depends on many things. These are stencil design, printer setup, solder paste type, and machine settings. If you do not control these, you will get more mistakes and bad boards.
Tip: If you find solder paste problems early, you can stop big repairs and keep your SMT line working well.
Solutions
You can stop solder paste printing problems by using better tools and ways:
Use 3D SPI to check the height, amount, and shape of each paste spot.
Add ASM to find if the mask is not lined up or is dirty.
Pick printers with cameras to put paste in the right place.
Use nano-coating on stencils so paste does not stick and you clean less.
Try smart stencils with sensors to watch pressure and heat as you print.
These steps help you find problems early, make your work better, and get more good boards.
Thermal Management Issues
Problem Overview
Thermal management problems happen when your PCB gets too hot. Heat builds up near chips and power MOSFETs. This makes hot spots that can hurt solder joints and parts. If you do not leave enough space, heat cannot escape. Thin copper traces also make it hard for heat to move. If you forget heat sinks or thermal pads, the board gets even hotter. High temperatures or high places can make things worse.
Main thermal management problems:
Solder joints get weak from heating and cooling.
Hot spots show up near power parts.
Not enough space or bad part placement traps heat.
Thin traces and small pads stop heat from moving.
Missing or badly placed thermal vias do not help heat leave.
Note: If you follow IPC-2152 and IPC-2221, your board will handle heat better.
SMT Impact
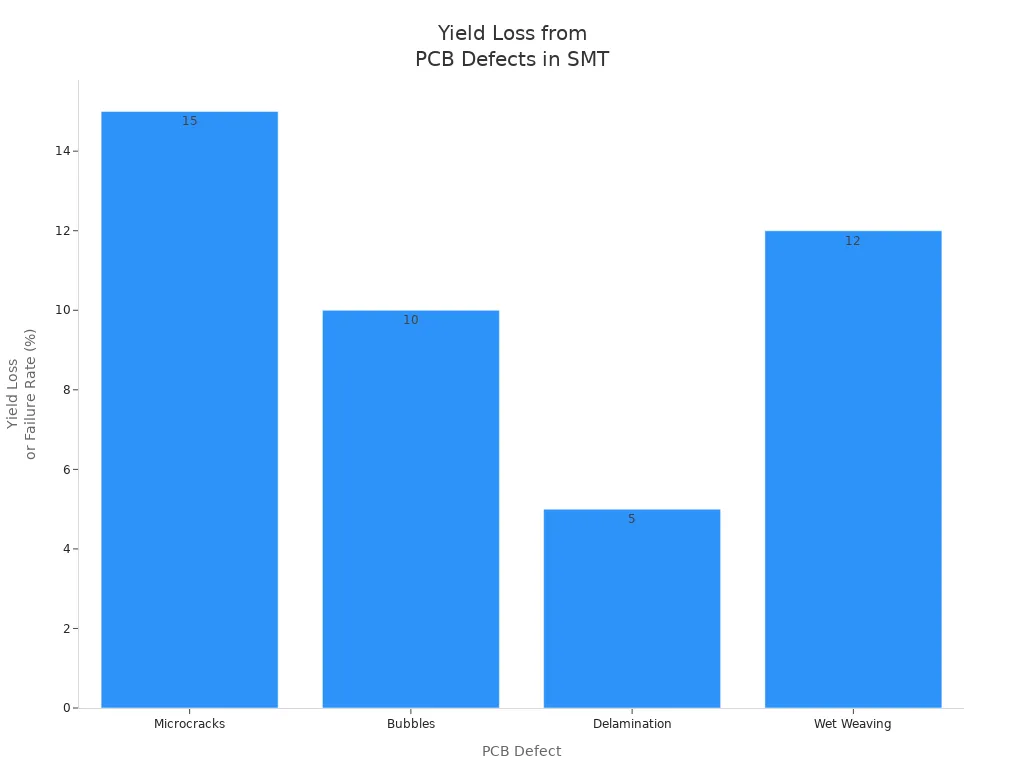
Bad thermal management causes many SMT problems. Solder joints can crack or break from heat changes. You might see tiny cracks or hard layers where solder meets the part. These problems start at the weakest spot, which is the solder joint. High-power parts heat up and cool down fast, so damage happens quicker. In cars and power boards, these problems can break the whole system.
Thermal Issue | SMT Impact |
|---|---|
Hot spots | Solder joint cracks, part failure |
Thermal cycling | Fatigue, microcracks, open circuits |
Poor heat spreading | Shorter component lifespan |
Tip: Try thermal cycle tests to see if solder joints are strong before making lots of boards.
Solutions
You can fix thermal problems by making smart design choices:
Pick PCB materials that move heat well, like metal-core or ceramic.
Put thermal vias close to hot parts to help heat move away.
Use thick copper traces and big copper areas to spread heat.
Add heat sinks and thermal pads to high-power parts.
Place parts so air can move and do not crowd them.
Use computer tools to find hot spots before you build the board.
For hard jobs, use fans, heat pipes, or liquid cooling.
Remember: Work with your manufacturer and use thermal tools to find problems early. Good thermal design helps your SMT line work well and keeps your products strong.
Panelization Errors

Problem Overview
Panelization errors happen when you put many PCBs together on a big board. If you do not plan this early, you can get rough edges after cutting. Bad or uneven holes can leave sharp edges that look bad and might hurt how the board works. If parts are too close to mouse bites or breakaway tabs, they can get stressed. This stress can break parts or solder joints when you snap the boards apart. Sometimes, mouse bite holes are too small or not spaced right. This makes it hard to break the boards apart. You might need to use tools or change your design.
Tip: Always show your panel design to your manufacturer before you finish it.
SMT Impact
Panelization errors can cause problems in SMT production:
Boards can bend or get stressed during heating, making parts move or solder joints bad.
Bad cutting can make tiny cracks or damage, so boards do not last as long.
Heat may not spread evenly, which can cause soldering problems.
If fiducial marks are missing or hard to see, machines cannot line up boards well, so work is slower.
Small or odd-shaped boards are harder to make and slow down the process.
These problems mean more mistakes and higher costs. Bad panel design can also cause heat problems and make it hard to keep work moving fast.
Solutions
You can stop panelization errors by doing these things:
Plan how you will put boards together early in your design.
Talk with your SMT and PCB makers to match their machines and rules.
Use the same panel rules each time for better results.
Try panel design software to test and improve your layout.
Pick panel sizes that fit SMT machines, like 250×200mm to 300×250mm.
Use the right space and ways to connect boards, like V-cuts or tabs, and keep parts at least 1mm from the edge.
Make sure all parts face the same way to help machines place them.
Add fiducial marks and test spots so machines can line up and check boards.
Fix problems like sharp edges or bending by changing V-cut depth or adding copper strips.
Note: Keep learning from your factory to make better panels next time and save money.
DFM Issues
Problem Overview
DFM issues often start when you lay out the board. You might see SMD pads that are not the same size. Sometimes, solder mask holes are wrong or vias are open in pads. These mistakes make soldering bad and joints weak. Acid traps are sharp corners in copper traces. They can get over-etched and break connections. If parts or traces are too close, you can get shorts. This also makes building the board harder. Not following IPC rules can make your board less strong and less reliable.
Here are the most common DFM issues to watch for:
SMD pads that do not match
Solder mask holes that are not right on SMD pads
Open vias in SMD pads
Acid traps from sharp copper corners
Not enough space between parts or traces
Breaking reliability rules
DFM Issue | Description and Impact |
|---|---|
Wrong shape makes soldering bad; use IPC 2221 for good design. | |
Component Placement | Bad spots make parts too close and can break them when handled. |
Soldering Process | Pads that are not even or are too big cause tombstoning and parts moving during heating. |
Open Copper | Loose copper can act like antennas and mess up signals. |
Uneven Copper Shape | Sharp corners can get over-etched and break connections. |
Unplated Vias/Holes | These lower how well electricity moves and hurt layer connections. |
Via in Pad | Makes solder joints weak and heat harder to control. |
Solder Masking | Missing or wrong mask can cause shorts and damage the board. |
SMT Impact
DFM problems make SMT work worse and cause more fixing. If parts are too close or pads are wrong, it is hard to build the board. Even if machines are perfect, these design mistakes cause more errors. You will spend more time fixing boards and less time sending them out. If you check DFM early and work with your factory, you can find problems before they get there. SMT engineers can help by picking standard parts and simple layouts. This makes more good boards and fewer mistakes.
Tip: Always ask your SMT team to help early so you can find DFM problems before you build.
Solutions
You can stop most DFM problems by using good rules:
Do not put parts near corners or edges; keep them at least 5 mm away.
Spread out parts, especially heavy ones that get hot.
Put power parts near the edge so heat can leave.
Keep important or costly parts away from connectors, holes, or V-cuts.
Line up parts to lower stress, especially on big boards.
Control bending while making the board to keep solder joints safe.
Also, try these best ways:
Place parts so you can reach them and solder easily.
Route traces to keep signals strong and stop noise.
Pick board materials that fit your needs for heat and strength.
Know what your factory can do and design so you can test the board.
Note: If you follow DFM and DFA rules, you get more good boards, fewer mistakes, and SMT work goes smoother.
PCB Design Problems Summary
Problems
There are many PCB design problems that can stop SMT production. These problems are pad design, component spacing, solder mask, footprint, warpage, solder paste, thermal management, panelization, DFM, and signal integrity. If you do not fix these early, you can get delays or bad boards.
Impacts
Each problem can cause different trouble on your SMT line. You might get weak solder joints, parts not lined up, shorts, or open circuits. These issues mean more fixing, slower work, and higher costs. You may also get fewer good boards and more that fail.
Solutions
You can stop most PCB design problems by using good rules and standards. Check your design rules, look at footprints, and leave enough space between parts. Work with your manufacturer and use machines to check for mistakes. Always look over your design before you start making boards.
Tip: Use the table below to help you find problems before your boards go to the factory.
Problem | Impact on SMT Production | Solution/Best Practice |
|---|---|---|
Pad Design Issues | Weak joints, tombstoning | Follow IPC-7351, match pad sizes |
Component Spacing | Solder bridging, misplacement | Use DRC, follow spacing guidelines |
Solder Mask Problems | Shorts, poor wetting | Align mask, control clearances |
Footprint Mistakes | Placement errors, tombstoning | Verify with datasheets, use standards |
PCB Warpage | Misalignment, open circuits | Use balanced stackups, bake boards |
Solder Paste Defects | Weak joints, bridging | Use SPI, maintain stencils |
Thermal Issues | Cracks, part failure | Add vias, use thermal analysis |
Panelization Errors | Board damage, stress | Plan panels, add fiducials |
DFM Issues | Assembly errors, low yield | Follow DFM rules, review with factory |
Signal Integrity | Noise, unreliable operation | Route carefully, control impedance |
You can make SMT production better if you fix design problems early. Talk with your manufacturing team and check your board before making it. Use the table below to help you avoid mistakes and get better results.
PCB Design Problem | Impact | Best Practice |
|---|---|---|
BOM and Footprint Errors | Parts not placed right | Check footprints with datasheets |
Missing Component Orientation | Parts put on wrong | Mark polarity and pin 1 clearly |
Missing or Incorrect MPNs | Trouble finding parts | Add correct MPNs in BOM |
Missing Datasheets | Slower checking | Share datasheets with manufacturers |
Component Shortages | Production takes longer | Get parts early and give other choices |
DFA Issues | More mistakes and higher costs | Follow DFA rules for better assembly |
Keep learning about new standards and updates. This helps you stop problems in the future.
FAQ
What is the most common PCB design problem in SMT production?
You often see pad design issues. These mistakes cause weak solder joints and tombstoning. You can avoid them by following IPC-7351 standards and checking your design rules.
How can you prevent solder bridging during SMT assembly?
You should keep enough space between pads, use proper solder mask clearances, and check your stencil design. These steps help stop solder from joining pads by mistake.
Why does PCB warpage matter for SMT lines?
PCB warpage bends your board. This makes machines place parts wrong. You get more defects and need more repairs. You should use balanced stackups and bake boards to reduce warpage.
See Also
Critical Technical Challenges For VIPPO PCB During SMT Assembly
Effective Strategies To Optimize SMT Lines In PCBA Production
Designing PCB Boards To Meet SMT Processing Manufacturability Needs