What Leads to Soldering Defects in SMT Reflow and How to Address Them
Soldering defects in SMT reflow can cause fewer good products and less reliable electronics. Most soldering problems start during the solder paste printing step. Studies show that 60% to 90% of soldering defects happen because of bad solder paste printing. Controlling the soldering process helps engineers and technicians make better and stronger solder joints. LTPCBA uses strong quality checks to fix these problems and make soldering better.
Key Takeaways
Most soldering defects in SMT reflow happen because of bad solder paste printing. It is important to control paste quality and printing accuracy. This helps stop problems like bridging and cold joints.
Placing parts correctly and using the right heat during reflow are important. Good PCB design also helps stop defects like tombstoning, voids, and misalignment.
LTPCBA uses advanced inspection tools and watches the process in real time. They check quality at every step. This makes sure solder joints are strong and products are high quality.
Common Soldering Defects

Surface mount technology can have many soldering problems during reflow. Engineers at LTPCBA notice these problems in lots of projects. Knowing about these soldering issues helps teams make better products and have fewer mistakes.
Solder Bridges
Solder bridges happen when too much solder joins two or more pads. This makes a short circuit. Solder bridges usually come from extra solder paste or a bad stencil. This is one of the most common problems in SMT reflow.
Cold Solder Joints
Cold solder joints form if the solder does not melt all the way. These joints look dull and can break easily. Not enough heat or dirty parts can cause this problem. Cold joints make weak connections and are a common wetting problem.
Voids
Voids happen when air or flux gets stuck inside the solder joint. Voids under parts can make the connection weaker. Voids are a common problem and can hurt how well power devices work.
Solder Balling
Solder balls look like tiny balls of solder near SMD parts. Beading can happen from wrong reflow settings or dirty surfaces. Solder balling can cause short circuits and shows there is a wetting problem.
Tombstoning
Tombstoning is when one end of a part lifts up during reflow. This can happen from uneven heat or not enough solder. Tombstoning stops the circuit from working right and is important to watch for.
Component Misalignment
Component misalignment means parts move away from where they should be. This can happen from mistakes in placing parts or from beading. Misalignment can change the solder shape and cause not enough solder at the joint.
Tip: Checking often helps find these soldering problems early and makes the assembly better.
Root Causes
It is important to know why soldering defects happen in reflow soldering. This helps make products work better and last longer. Each step in SMT can cause different problems. These problems include wetting issues, not enough solder, and beading. If engineers find out where these problems start, they can fix them.
Solder Paste Issues
How solder paste is put on is very important. Reports from FCT Assembly and AIM Solder say solder paste problems are the main reason for soldering defects. Bad solder paste release, wrong amount of paste, or putting paste on the wrong way can cause bridging and not enough solder. Stencils do not always think about things like copper weight or surface finish. These things change how well solder paste sticks and comes off. If too much solder paste is used or it squeezes out, bridging and beading can happen. Engineers need to check solder paste thickness, how it is stored, and if stencils are clean. This helps solder stick right and keeps out air bubbles. Checking how solder paste is put on and changing print settings can lower defects and make products stronger.
Placement Errors
Putting parts in the right place is key for good soldering. Industry papers say:
Missing parts can happen if machines or people make mistakes. This leads to not enough solder and bad soldering.
Putting parts in the right spot and using the right footprint helps make strong joints and stops beading.
Mistakes like putting parts in the wrong place or pressing too hard can cause tombstoning, bridging, and wetting problems.
It is best to set up pick-and-place machines to be very accurate, within ±0.05 mm.
Following IPC rules and keeping machines in good shape lowers the chance of soldering problems.
When design, building, and assembly teams work together, they can put parts in the best spots. This helps stop stress and makes soldering better.
Reflow Profile Problems
Reflow soldering needs careful heat control. Using lead-free solder makes the heat range smaller and raises the risk of problems. Studies show that bad heat control causes more not enough solder, poor wetting, and beading. One case study showed about 30% of defects come from bad reflow and bad materials. Keeping the right heat makes sure solder melts all the way and stops cold joints. It also helps solder stick well. Engineers should check oven settings often and change them for different pastes and boards to stop defects.
PCB Design Factors
How the PCB is designed matters a lot for soldering. Research shows:
Bad PCB design, like not enough space, small rings, or sharp angles, makes soldering problems more likely.
DFM checks help find and fix design risks before making the board.
Pad size, where vias go, and thermal patterns change how solder sticks and if air gets trapped.
Vias-in-pad without filling can trap air and cause voids or not enough solder.
Working with board makers and using computer tools helps make better designs for soldering.
Watching these design points helps make strong joints, less beading, and better wetting.
Environmental Influences
The air and temperature in the assembly room affect solder paste and soldering. Studies show:
Effect on SMT Reflow Soldering Defects | Explanation | |
|---|---|---|
High Humidity | Slumping, bridging, solderballing, out-gassing | Too much water in solder paste causes bridging and beading. Water vapor can make gas under parts. |
Low Humidity | Flux drying, poor solder joint formation | Flux dries too fast, so not enough solder comes out and wetting is weak. |
High Temperature | Paste smearing, slumping, bridging, solderballing, print voiding | Solder paste gets runny and spreads too much. More oxidation makes soldering harder. |
Low Temperature | Poor printing, increased viscosity, print voiding | Solder paste gets thick and hard to print. Wetting is not good. |
Recommended Ranges | Relative Humidity: 35-70%; Temperature: 68-78°F | These ranges help stop soldering problems. Some products may need different settings. |
Using nitrogen in reflow soldering helps stop beading and solder balls. It does this by making solder grains join better and stopping oxides. But nitrogen can also make tombstoning worse because wetting times change. Keeping the room steady and checking the air helps control soldering problems and keeps wetting even.
Note: Watching every step, from putting on solder paste to keeping the room right, is needed to stop soldering problems and make strong, good products.
Reflow Soldering Defects Prevention

Solder Paste Control
Solder paste control is the first way to stop reflow soldering problems. Factories see fewer problems when they watch the solder paste mix, particle size, and thickness. Smaller particles help the paste print better and lower voids, but they can rust faster. The right flux helps clean away oxides and makes wetting better. The paste must be thick enough for the stencil to spread it evenly. Studies show that using computers and data helps teams change solder paste and reflow settings right away. This means there are fewer soldering problems and stronger joints.
Stencil design is important too. Engineers pick the best hole size and shape so the right amount of paste goes on each pad. Even printing helps stop tombstoning, voids, and solder balls. Storing and handling solder paste the right way stops it from going bad or getting soft too soon. LTPCBA uses smart systems to watch solder paste quality and printing, so every board is made well.
Tip: Always check when solder paste expires and keep it cool and dry to keep it good.
Placement Accuracy
Putting parts in the right spot stops many soldering problems. Machines must place each part very carefully. If a part is not centered or is turned wrong, it can cause tombstoning, bridging, or misalignment. Data shows that fixing placement spots and setting the right pressure helps parts stay put. Thick solder paste helps parts stick and not move before reflow.
Description | Cause(s) | Preventive Measures | |
|---|---|---|---|
Tombstone Effect | One end of a part lifts up and solder fails | Bad placement, uneven paste, uneven heat | Make placement, printing, and heat even |
Component Deviation | Part moves more than 25-50% off pad | Machine not exact, size difference, thin paste, shaking | Fix placement, use thick paste, slow down speed |
Placement Pressure | Pressure changes how well parts stick | Too little: height problems; too much: paste squishes | Set pressure just right |
Component Recognition Accuracy | Checks size and direction | Wrong reading causes bad placement, bridging | Use good cameras and vision tools |
LTPCBA buys very exact machines and vision tools. These help find and place parts right, so less fixing is needed. Checking and fixing machines often keeps the process working well.
Reflow Profile Optimization
Getting the right reflow profile is key to stopping soldering problems. Each board needs the right heat pattern so solder melts and gas gets out. Computer models help engineers see where heat changes can cause problems. Even heat across the board helps wetting and makes strong solder joints.
Studies show that changing how fast the board heats up and how long it preheats can almost stop solder ball problems. For example, heating up at 1.4 °C/s and preheating for 60 seconds matches the solder and lowers problems. Special computer tools help engineers pick the best settings for each board.
LTPCBA uses real-time checks and smart ovens to keep heat steady. This makes sure every solder joint gets hot enough for good wetting and strength.
PCB and Pad Design
Good PCB and pad design helps stop soldering problems. Engineers stop pads from lifting by making sure copper sticks well and by handling boards with care. Good thermal paths help heat spread out, so soldering is even and not too slow. DFM checks look at pad sizes, part spacing, and paths to stop problems during assembly.
Teams also avoid acid traps by not using sharp angles in board lines. Automatic checks and data tracking watch for problems and catch them early. LTPCBA works with customers to check designs before making boards, using smart software and DFM checks for the best layout.
Note: Using good materials and storing them right also helps stop soldering problems and keeps wetting steady.
Cleanliness and Inspection
Keeping things clean and checking them is very important to stop soldering problems. Flux left from lead-free soldering can cause failures if not cleaned off. Studies show that higher heat and strong flux make more residue, so cleaning is even more needed. Tests show that clean boards last longer.
After reflow, people use microscopes, cameras, and AOI systems to find solder balls and other problems. Cleaning SMT machines like printers and ovens often stops residue from building up. Training workers helps everyone know the best ways to handle and check boards.
LTPCBA uses AOI, X-ray checks, and data tracking to make sure boards are clean and soldering is good. These steps help find hidden problems and keep quality high.
LTPCBA Quality Assurance
LTPCBA checks quality at every step of SMT assembly. The team looks at PCBs for bending, rust, and scratches before printing. They watch solder paste for freshness, storage, and room conditions. During printing, they check for full coverage, bridging, thickness, and lining up.
When mounting chips, they check part quality, programming, and feeder care. Reflow soldering gets close checks for heat curves and metal oxide in the paste. LTPCBA uses charts, lists, and tests to make sure solder joints are strong and work well.
Key Quality Assurance Controls | |
|---|---|
Check PCBs, control printing quality | |
Solder Paste Handling | Watch freshness, store cold, control room |
Chip Mounting | Use right SMDs, check programming, care for machines |
Reflow Soldering | Control heat, stop shaking, check wetting |
By following these steps, LTPCBA gets a 99.5% pass rate for products. The company’s focus on process control and always getting better means fewer soldering problems and more reliable boards.
Reflow Solder Defects and LTPCBA Solutions
Automated Inspection
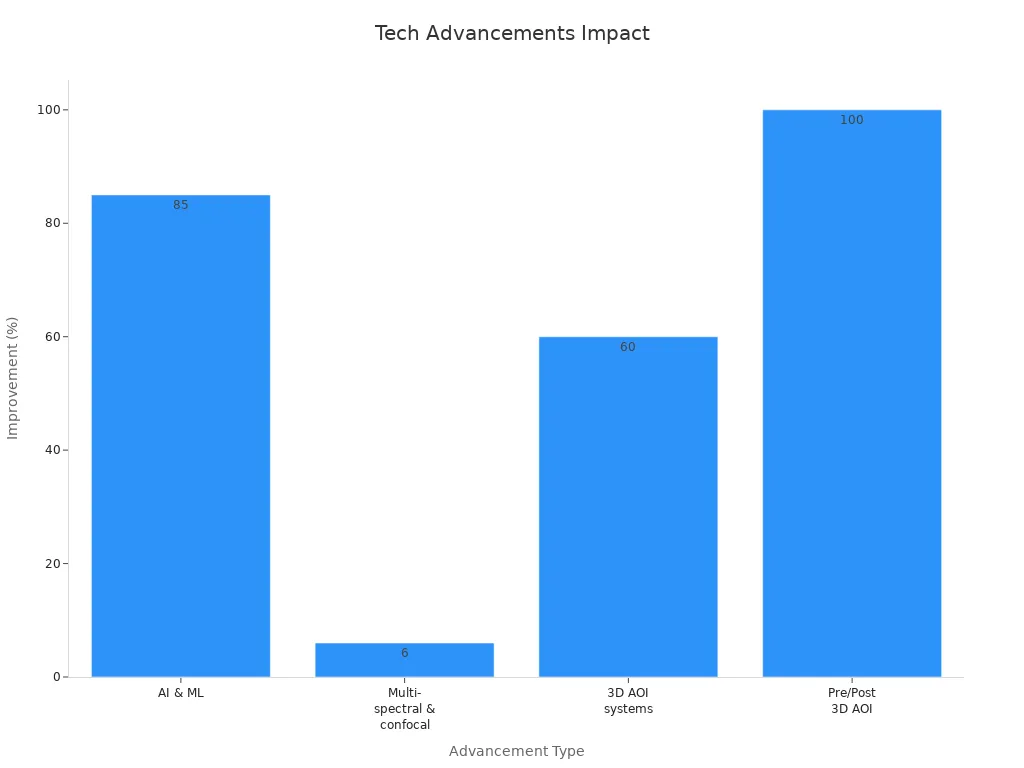
LTPCBA uses smart machines to find soldering problems early. These machines include 3D AOI and X-ray tools. They check every board for hidden issues. For example, Omron’s VT-X750-V3 AXI uses 3D scans to spot voids and head-in-pillow defects. This lets LTPCBA look at even tricky boards without breaking them. The company also uses AI and machine learning to spot more defects. These tools help catch more problems and make more good boards.
Technological Advancement | Quantitative Improvement |
|---|---|
Integration of AI and machine learning | |
Multi-spectral and confocal imaging | First-pass yield increased from 92% to 98% |
High-resolution multi-camera 3D AOI systems | Rework costs reduced by 60% |
Pre- and post-reflow 3D AOI systems | Enabled 100% traceability of defects to process steps |
Process Control Systems
LTPCBA uses real-time checks to keep soldering steady. The factory watches oven and board heat with many sensors. This makes a heat map for each board. It helps every product get the right amount of heat. The system checks belt speed, heat, and other numbers to find problems fast. Charts and CpK values help the team keep things safe. Automated checks, X-rays, and tests work together to fix any issues. This keeps soldering problems low and helps every board meet high standards.
Customer Support
LTPCBA helps customers at every step of making boards. The team answers questions fast and helps fix soldering or design problems. Customers get updates and tips to make their products better. LTPCBA’s experts help with design checks, process changes, and inspection results. This support helps customers get good boards and avoid mistakes.
Tip: LTPCBA’s 24-hour help and quick answers let customers fix problems before they get worse.
When we find and fix SMT reflow defects, products work better. There are fewer failures. LTPCBA works hard to control the process and train workers. They use smart inspection tools to make assembly very good. Some numbers show how these actions help:
Performance Indicator | Impact |
|---|---|
DFM rules applied | |
18% quality boost | DFM implementation |
20% fewer bridging/tombstoning defects | Nitrogen use |
Using real-time data and machine learning helps things get better all the time.
Regular checks and skilled workers keep the assembly quality high.
FAQ
What is the most common cause of soldering defects in SMT reflow?
Most problems happen because solder paste printing is not done well. LTPCBA engineers check the paste and how it is printed to stop these problems.
How does LTPCBA ensure high-quality solder joints?
LTPCBA uses machines to check boards and watches the process all the time. They also have strong quality rules. These steps help make sure solder joints are strong and always the same.
Can environmental conditions affect SMT reflow soldering?
Yes. Changes in humidity and temperature can change how solder paste works. LTPCBA keeps the room steady to help stop these problems.
See Also
Typical Reflow Soldering Flaws In SMT Assembly And Prevention
Step-By-Step Guide To Reflow Solder Through-Hole Parts Post SMT
Essential Process Standards For Reflow Soldering In SMT Production
Problems From Uneven Temperature During SMT Reflow Soldering Explained
Frequent SMT PCB Assembly Defects And Effective Prevention Techniques