How to Use Pin-in-Paste Soldering for Reliable Connections

Pin-in-paste soldering lets you build PCBs faster. It also makes strong connections. You can put surface mount and through-hole parts in one step. Machines help do the job quickly and with fewer mistakes. You need good materials and tools for the best results. You should also follow the rules for process control:
Make sure holes and pads have the right size and space.
Choose Type 3 or Type 4 solder paste for good flow.
Use the right amount of solder paste in each hole.
Check the reflow profiles with a thermal profiler.
These steps stop problems and give you strong connections.
Key Takeaways
Pin-in-paste soldering lets you do surface mount and through-hole assembly at the same time. This saves time and helps stop mistakes.
Use Type 3 or Type 4 solder paste for the best flow. Make sure you put the right amount in each hole so you do not get defects.
Get your PCB and parts ready by following IPC design rules. This helps make strong connections and stops problems.
Watch the reflow process closely with a thermal profiler. This helps you get the right heat and keeps solder joints from being weak.
Check solder joints often and take care of your equipment. This helps keep your soldering work good and reliable.
What Is Pin-in-Paste Soldering?
Pin-in-Paste Process Overview
Pin-in-paste is a method that lets you attach through-hole components to a printed circuit board during the same reflow step as surface mount parts. You do not need a separate wave soldering step. This process helps you save time and reduce errors.
You start by printing solder paste onto the PCB. The paste goes on the pads and into the holes where you will insert the component leads. Here is a simple breakdown of the steps:
Print solder paste on the PCB solder mask and into the through-holes.
Make sure the solder paste spreads evenly for a strong bond.
Insert the component leads into the holes.
Place the board into the reflow oven. The heat melts the solder and creates a solid connection.
Tip: Always check that the solder mask covers exposed copper. This helps the molten solder flow into the hole and gives you a better joint.
You can use machines or place components by hand. Make sure the leads fit tightly in the holes and keep them short. This prevents the paste from moving out of place.
Benefits for PCB Assembly
Pin-in-paste gives you several advantages over traditional methods. You can combine surface mount and through-hole assembly in one step. This makes your work faster and more efficient.
Feature | Pin-in-Paste | Wave Soldering |
|---|---|---|
Production Process | Single-step reflow process | Two-step process (reflow + wave) |
Production Time | Reduces time by up to 30% | Increases time by 20-40% |
Component Size | Best for smaller components | Reliable for larger components |
Thermal Stress | Reduced thermal shock | Higher thermal stress due to molten solder wave |
Automation Compatibility | Highly compatible with automated SMT lines | Requires additional masking for SMDs |
You also lower the risk of thermal shock to your components. Pin-in-paste works well with automated assembly lines. This means you can make more PCBs in less time.
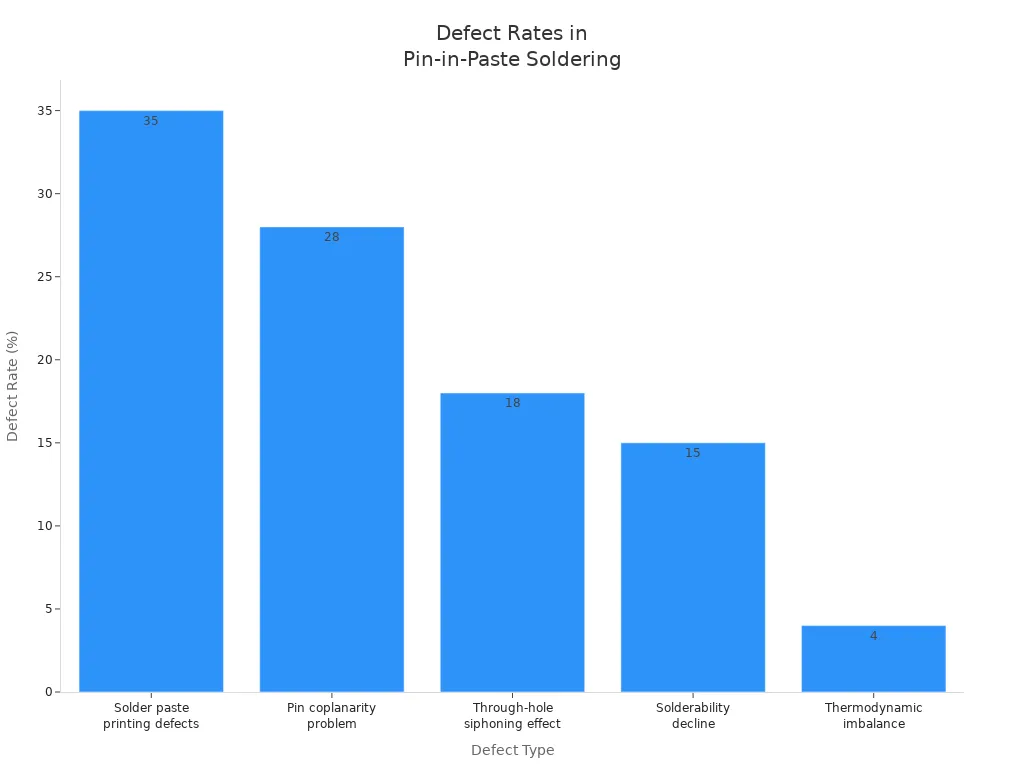
However, you should watch for common defects. Solder paste printing problems and pin coplanarity issues can affect your yield. The chart below shows the most common defect rates in pin-in-paste soldering:
By following the right steps and checking your process, you can get strong, reliable connections every time.
Pin-in-Paste Soldering Steps
PCB and Component Preparation
You begin by getting your pcb and parts ready. Good prep stops problems later. Here are the steps to follow:
Make the solder mask bigger around the holes. This helps the paste move better and controls how it flows.
Design pads using IPC rules, like IPC-2221. The right pad size makes strong fillets and helps line up the stencil.
Keep hole sizes between 0.2 mm and 0.25 mm. This lets enough paste fill the hole and keeps parts from floating.
Put paste in each hole carefully. Do not let anything dirty get in, or you might have bad connections.
Figure out the least amount of paste you need. Too much paste can spill out and make solder balls.
Clean the inside walls of each hole. Use plasma treatment if you need to remove oxides. Clean walls help the paste stick and make strong solder joints.
Tip: If you prepare well, you get good connections. You stop problems before you even start the pin-in-paste reflow.
Solder Paste Application
Putting on paste is a very important step. You need to use the right paste and put it on carefully. The table below shows common paste types for pin-in-paste:
Type | Particle Size (μm) | Properties |
|---|---|---|
Type 3 | 25-45 | Good flow and viscosity for hole filling |
Type 4 | 20-38 | Optimal for pin-in-paste applications |
You use a dispenser to put paste on pads and in holes. Here are some tips for good results:
Clean the stencil after every 5-10 prints. This stops paste from building up and keeps holes clear.
Store stencils flat in a dry, clean place. This keeps them from bending and getting dirty.
Check stencils often, especially small holes. Worn holes can make paste not come out right.
Change printer settings like squeegee pressure, print speed, and how fast you lift the stencil. Match these to your stencil and paste.
It is important to put paste in the right spot. If you miss, the solder joints will be weak. You must use enough paste so you do not get too little solder or bridges. Clean hole walls also help the paste flow and stick well.
Component Insertion
After you put on paste, you add parts to the pcb. You need to put each lead in the hole carefully. Good placement keeps paste in place and helps it flow right when you heat it.
Line up leads with the holes. Make sure they fit tight.
Keep leads short. This stops paste from moving out.
You can use machines or do it by hand. Both ways work if you pay attention.
Putting paste in the right spot is important. If you do it right, you get strong solder joints. You also need to check that there is enough paste in each hole.
Pin-in-Paste Reflow Process
The pin-in-paste reflow step joins through-hole and surface mount parts at once. You put the pcb in a reflow oven. The oven heats the board in different steps:
Zone | Description | Ideal Temperature Range |
|---|---|---|
Preheating Zone | Gradually raises the temperature to prevent thermal shock. | 1 to 3°C per second increase |
Soaking Zone | Holds temperature constant to activate flux and ensure uniform heating. | N/A |
Reflow Zone | Peak temperature where solder paste melts and forms strong bonds. | 235°C to 250°C |
Cooling Zone | Rapidly lowers temperature to solidify solder joints. | 2 to 4°C per second decrease |
Preheating zone: Warm up slowly. This stops thermal shock.
Soaking zone: Keep the heat steady. This gets the flux working and heats everything evenly.
Reflow zone: Get to the hottest point. The paste melts and makes strong bonds.
Cooling zone: Cool down fast. This makes the solder joints hard.
You need to watch the reflow process closely. Use a thermal profiler to check the heat. This makes sure the paste melts and flows right.
Inspection and Quality Control
After reflow, you check the solder joints. Checking helps you find problems and make things better. Use these ways to inspect:
Look at joints with a microscope. Check for cold joints, bridges, holes, and not enough solder.
Use AOI machines with cameras to find problems in big batches.
Use X-ray to see hidden joints, like under BGAs. You can find holes and solder balls without hurting the board.
Test the circuit to make sure it works and find solder problems.
Use IPC-A-610 rules when you check. This helps you know if the joints are good.
Write down what you find. Keep records to see how you improve and spot trends.
Note: Careful checking and quality control help you find problems early. You make strong pin-in-paste connections every time.
Ensuring Reliable Pin-in-Paste Connections
You want your board to work for a long time. To make this happen, you must control some important steps. These steps include picking the right solder paste, making a good stencil and pcb, placing parts carefully, and setting up the reflow oven. If you pay attention to these things, you can stop weak joints and common mistakes.
Solder Paste Selection
Picking the right solder paste is very important. You need a paste with the right alloy and particle size. Type 3 or Type 4 pastes are best for pin-in-paste. Put the right amount of paste in each hole, between 0.5 and 0.8 mm³. If you use too much or too little, you may have problems. Always check the reflow profile with a thermal profiler. This helps you match the process to the paste and board.
Pick the right solder paste for your job.
Use the correct paste amount in every hole.
Watch the reflow profile to stop overheating or cold joints.
Stencil and PCB Design
The stencil design changes how much paste goes in each hole. Make the aperture size 110-130% of the hole diameter. Rounded or trapezoidal shapes help the paste come out better. Use a thicker stencil over through-holes and keep the surface shiny. Multi-level stencils are good for boards with different parts.
Feature | Description | Impact on PIP Soldering |
|---|---|---|
Aperture Size | 110-130% of hole diameter | Makes sure enough paste fills the hole |
Shape | Rounded or trapezoidal | Helps paste come out easily |
Thickness | Thicker over through-holes | Works for both SMT and TH parts |
Surface Finish | Electropolished | Gives steady paste transfer |
Multi-Level Stencils | Yes for mixed boards | Controls how much paste goes in |
Alignment Precision | Sub-micron fiducials | Needed for boards with lots of parts |
Placement Accuracy
You must put each part lead within 50 microns of the hole center. This keeps the paste in place and stops problems like tombstoning. Use machines or careful hands to meet this rule.
Put leads within 50 microns of the hole center.
Check if parts line up before using the reflow oven.
Reflow Profile Optimization
A good reflow oven profile stops defects. Watch the temperature at every step. Use slow preheating so gases can leave and voids do not form. Make sure the peak temperature and time above liquidus match the paste specs. If holes do not fill, change the stencil or hole size. If you see solder bridges, use less paste or make more space.
Set the reflow oven profile for your board and paste.
Use a thermal profiler to check heat all over the board.
Change steps if you see problems.
Tip: Controlling each step carefully gives you strong and reliable pin-in-paste connections.
Common Pin-in-Paste Mistakes and Solutions
Solder Paste Issues
You might have trouble with solder paste during the process. Using too much paste can make solder balls or bridges. Sometimes, paste sneaks under the stencil if it gets too hot or cold. If the paste does not come off the stencil well, pins may not get soldered. Water in the paste or a dirty PCB can also cause problems.
Only let the right amount of paste go into the hole.
Change the stencil holes to control how much paste you use.
Heat up slower near the solder’s melting point.
Try a flux-coated washer preform for the same results every time.
Tip: Clean the PCB and stencil often. This stops dirt and helps the paste flow better.
Component Misalignment
If parts are not lined up right, your connections can be weak. This happens when leads miss the holes or are put in the wrong spot. You might see this more in small batches or if machines are not checked.
Fix design files so layers line up right.
Check machines often to find problems early.
Keep the room steady to stop parts from growing or shrinking.
Use AOI systems to find misaligned parts fast.
Teach workers to help stop mistakes.
Reflow Defects
Problems in the reflow oven can hurt solder joints. Too much heat or the wrong settings can make defects. Not enough flux can also make weak joints. Solder bridges can happen if you use too much paste, have a bad stencil, or set the oven wrong.
Defect | Cause | Solution |
|---|---|---|
Solder Bridging | Too much paste, parts not lined up | Use less paste, fix oven steps |
Solder Balling | Water, too much paste, dirty board | Clean PCB, use less paste |
Note: Always check the oven settings. Change them to fit your board and paste.
Inspection Errors
If you skip checking, you might miss problems like bridges or holes. You need to clean off leftover paste after soldering, especially with water-soluble or rosin-based flux.
Use AOI or X-ray machines to find problems.
Clean with the right chemicals to get rid of leftovers.
Check after each step to catch mistakes early.
Callout: Careful checking and cleaning help you make strong connections.
Tips for Consistent Results
Process Monitoring
You need to watch each step in your process to keep results steady. Start by checking the temperature in your reflow oven. Use a thermal profiler to make sure the heat matches your settings. Track how much solder paste you use for every batch. Write down any changes you make. If you see more defects, look at your records to find the cause. You can set up alarms on your machines to warn you if something goes wrong. This helps you fix problems before they get worse.
Tip: Review your process logs every week. This helps you spot trends and stop mistakes early.
Equipment Maintenance
Clean and well-kept tools help you make strong solder joints. You should clean your stencil after every 20 boards. This stops dirt from building up and keeps your prints sharp. Calibrate your reflow oven every week. This keeps the temperature steady and stops bad joints. Check the thickness of your solder paste often. If the paste gets too thick or thin, your joints may not hold.
Maintenance Activity | Impact on Reliability |
|---|---|
Clean stencil every 20 PCBs | Reduces contamination and defects |
Weekly calibration of reflow temperature | Ensures consistent soldering conditions |
Monitor solder paste thickness | Maintains optimal soldering quality |
Note: Good maintenance keeps your process running smoothly and your boards working longer.
Staff Training
You need trained workers for the best results. Start with basic soldering classes. These teach how solder works and how to use it. Give your team an overview of surface mount technology. This helps them understand the whole process. Offer hands-on training for solder paste and printing. Show how to place parts and use the right tools. Teach about reflow soldering and how to fix problems.
Soldering Fundamentals: Learn how soldering works and what materials to use.
SMT Basics: Get a simple look at how assembly lines work.
SMT Boot Camp: Study materials, parts, and how to solve problems.
Solder Paste and Printing: Practice printing and learn about stencil design.
Component Placement: Learn about tools and how to put parts in place.
Reflow Soldering: Understand oven settings and how to fix mistakes.
You can also use special tests to check how well your team uses solder paste and places parts. Keep training up to date so your team knows the latest methods.
Callout: A well-trained team makes fewer mistakes and keeps your process strong.
You can make strong connections if you follow each step. Case studies show you should test solder paste and change its chemistry. You also need to compare different pastes in the same way.
Make a plan to test solder paste.
Change the chemistry to get better quality.
Find the best mix of paste properties.
Test all pastes in the same setting.
You can make your process better by using these ideas:
Strategy | Benefit |
|---|---|
Mechanical Integrity | Keeps big parts safe from shaking or rough handling. |
One-Step Assembly | Saves time and work by doing SMT and THR parts at once. |
Scalability | Works for small or big jobs, good for many types of companies. |
If you pay close attention and keep improving, you will build strong boards every time.
FAQ
What is the main advantage of pin-in-paste soldering?
You can join through-hole and surface mount parts in one reflow step. This saves time and reduces errors. You do not need a separate wave soldering process.
Can you use pin-in-paste for all through-hole components?
You should use pin-in-paste for small or medium-sized through-hole parts. Large or heavy components may need extra support or a different soldering method.
How do you prevent solder bridges in pin-in-paste soldering?
Clean your stencil and PCB often. Use the right amount of solder paste. Check your stencil design and oven settings. These steps help you avoid solder bridges.
What tools help inspect pin-in-paste solder joints?
You can use a microscope for close checks. AOI machines scan many boards quickly. X-ray machines help you see hidden joints. These tools help you find problems early.
See Also
Understanding Solder Paste Types And SMT Component Variations
Impact Of Solder Paste Quality On PCB SMT Soldering
Deciding On Lead-Free Solder Paste In SMT Manufacturing
Essential Tips For Solder Paste Screen Printing Quality In SMT
Evaluating Reliability: Through Hole Versus SMT PCB Assembly